


|
||
点胶机选择加工指令类型在文件编辑界面,通过上下键将焦点移动到“类型”一栏,按下确定键,弹出选择加工点类型界面: 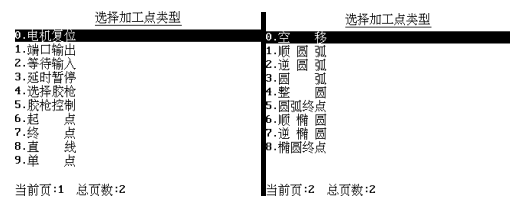 1.电机复位:可指定某个或多个电机复位,指定的电机完成复位后继续 执行下一条指令。 2.端口输出:可指定某个端口输出开或关信号,延时设定的时间后继续 执行下一条指令。 3.等待输入:等待某个输入端口为开或关才继续下一步动作,可设定一 个等待超时时间,超时时间设置为0则一直等待该信号到达才继续下一 步加工,超时时间不为0则超时时间到达后跳转到指定的标签处开始执行 加工。 4.延时暂停:延时设定的时间之后继续下一步动作,若延时时间设置为 0则暂停程序执行,直到再次按下启动或暂停键。 5.选择胶枪:选择哪把胶枪进行工作,默认为选择第一把胶枪。 6.胶枪控制:可单独控制某个胶枪打开和关闭。该指令一般在导图功能 中使用,正常情况下使用“起点”和“终点”或者“单点”指令来控 制胶枪开关即可。 7.定义标签:标签名称可以为数字、字母、符号或中文,程序调用或跳 转时输入相应的标签名称则可调用或跳转到该位置。 8.设定速度:单位为毫米/秒,只能设置轨迹的速度不能设置空移的速 度,若设置为0则表示恢复到文件初始设置的轨迹速度。 9.加工结束:程序执行到这条指令时停止加工。 10.程序调用:可设置“文件号”,“起始标签”、“结束标签” “调 用次数”这几个参数。  |
||
| 上一篇:小长假过后,来到厂内的谭先生 下一篇:自动点胶机的内部组成的3大部分 | ||




